

Toruliitmiku vorm, sealhulgas esimene vorm ja teine vorm.Esimene stantsi korpus on põimitud esimese sisetükiga, esimene sisetükk on varustatud esimese soonega, esimene soon on ühenduses esimesel matriitsi korpusel oleva soonega.Teine matriitsi korpus on põimitud teise sisestusplokiga, teine sisestusplokk on varustatud teise soonega.Teine soon on ühendatud teisel moodulil oleva soonega.Teist matriitsi korpust saab lahti võtta ja paigaldada esimesele matriitsi korpusele ning esimene matriitsi korpus, teine matriitsi korpus, esimene sisetükk ja teine sisetükk on koos suletud toruliitmiku õõnsusse.Esimene ja teine sisetükk on valmistatud berülliumvasest.Leiutis võib tõhusalt parandada jahutuskiirust toruliitmiku toote struktuuri keerulises osas ning aitab parandada toote tugevust ja vältida hallitusseente eemaldamist.
Plastikusttoruliitmikon omamoodi tööstuslikud osad, mida tavaliselt kasutatakse.Tootmiseks on sageli vaja osi seadatoruliitmikudkeerukate erikujuliste struktuuridena.Näiteks auto sisselaske- ja väljalasketoru on üldiselt konstrueeritud gofreeritud konstruktsiooniga.Lainepapist konstruktsioon võib mängida müra vähendamise ja müra kõrvaldamise ning sujuva õhuvoolu rolli tööl ning seda võib olla ka lihtne paigaldada.
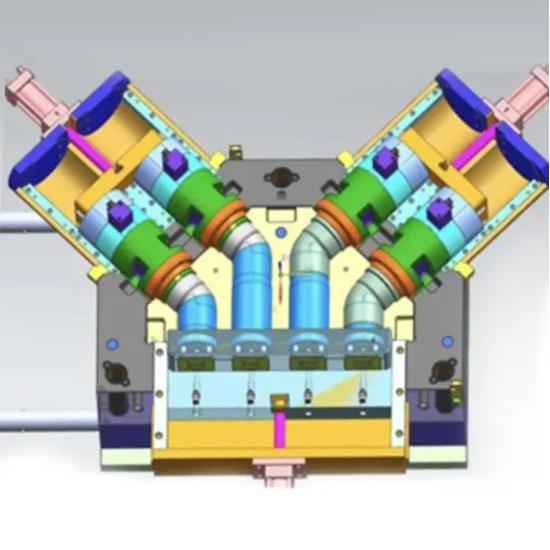
Plastikusttoruliitmikuderikujulise konstruktsiooniga kasutatakse üldiselt puhumisvormimise meetodit tervikuna, puhumisvormimistooted silindrilise tooriku abil vastavalt vormiõõnsuse puhumisvormimisele.Osadel, mis vastavad stantsil oleva toruliitmiku ebakorrapärasele struktuurile, on vastavad struktuurid.Tänu konstruktsiooni suurele pindalale on puhumisprotsessis kohas küttepind suurem, temperatuur kõrgem ja koht asub vormi keskel, seda pole kerge jahutada.Madal jahutustugevus põhjustab sageli ebanormaalse konstruktsiooni toruliitmiku madalat tugevust, mis põhjustab toruliitmiku halva kvaliteedi.
Lisaks on keeruka kujuga erikujulise struktuuri paigaldamise tõttu eemaldamisprotsess väga suur, kui jahutus ei ole hea, on lihtne tekitada grillimisel või vormilt eemaldamisel deformatsiooni, mis viib sageli tootmisefektiivsuse vähenemiseni ja isegi äravisamiseni, Liigne lootmine tegeliku tootmise protsessis ja vabastamisaine kasutamine ühelt poolt toob kaasa tootmiskulude tõusu, teisest küljest kahjustab see operaatori tervist.
Ebakorrapärasele torustruktuurile vastava stantsi jahutustugevuse parandamine on üks olulisemaid probleeme, mida selle valdkonna tehnikud peavad lahendama
Postitusaeg: 01.04.2021